A gépészeti tervezés és a gyártástechnológia egyik alappillére annak megértése, hogyan viselkednek a szerkezeti elemek terhelés alatt, és milyen fizikai tulajdonságokkal rendelkeznek azok felületei. Ez a kiadvány a BME Gépészmérnöki Karán alapképzésben oktatott Szilárdságtan tantárgy tematikájához igazodik, tehát elsősorban gépész- és mechatronikai mérnök hallgatóknak kíván segítséget nyújtani a szilárdságtan alapvető összefüggéseinek és módszereinek ismertetésével. Az itt közölt ismeretanyag a BME Műszaki Mechanikai Tanszék dolgozóinak több évtizedes oktatási tapasztalata alapján alakult ki, akik folyamatosan részt vettek a tantárgy tananyagának és oktatási módszereinek fejlesztésében.
Merevtestszerű elmozdulás és deformáció
Az első lépésben meg kell különböztetnünk az ún. merevtestszerű elmozdulást a deformációtól. A merevtestszerű elmozdulás során a test minden pontja ugyanannyit mozdul el, míg deformáció során az egyes pontok elmozdulása különböző, ahogy a 6.1. ábrán szemléltetjük egy elemi hosszúságú rúd kapcsán.
Egy normál-igénybevételnek kitett rúd pontjaiban a feszültségi mátrix elemzése mellett elengedhetetlen a felületi állapot vizsgálata, amely a gyártási folyamat során keletkezik.
A felületi érdesség fogalma és jelentősége
A felületi érdesség egy felület textúrájának mértéke, amelyet a felületi eltérések jellemeznek az ideális síktól. Ez kritikus tényező a gyártott alkatrészek teljesítményének és funkcionalitásának meghatározásában. A felszíni felületet felszíni textúra vagy felszíni topográfia néven is ismerik. Noha a "felszíni befejezés" kifejezést gyakran használják, a felületi minőség három különálló elemet tartalmaz: az érdességet, a laikus (irány) és a hullámosságot.
A felületi érdesség méri a kis méretű egyenetlenséget egy anyag felületén, amelyet általában mikrométerben (μm) vagy mikroinch-ben (μin) mérnek. Mikroszkópon keresztül történő megtekintéskor folyamatos csúcsokat és völgyeket láthatunk.
- Hullámosság: A felszíni hullámosság nagyobb, szélesebb körben elhelyezett hullámokra vagy szabálytalanságokra vonatkozik a felületen.
- Irányminta (Lay): A felszíni textúra irányára utal, amely gyakran a gyártási folyamat eredménye.
- Forma: A felület geometriai alakját jelöli.
Felületi egyenetlenségek típusai
A legyártott alkatrészek felületeit gondosan nagyító, esetleg mikroszkóp alatt megvizsgálva megállapíthatjuk, hogy a felület még a leggondosabb megmunkálással sem lesz tökéletesen sima és egyenes; a rajzon szereplő mértani felület csak megközelíthető. A megmunkált felületen háromféle egyenetlenséget különböztethetünk meg:
- Alakeltérések: Az alakhiba a kész munkadarab valóságos felülete és az elméleti, rajzon előírt felület közötti különbség. A szerszámgép vagy munkadarab elhajlása, hibás munkadarab-befogás, illetve rossz hőkezelés okozza.
- Hullámosság: Olyan nagyobb térközű, rendszeresen ismétlődő felületi egyenetlenség, amelynél a hullám mélysége a hullámhosszhoz viszonyítva kicsi. Oka gyakran a szerszámgép és munkadarab rezgése.
- Érdesség: Egy kis térközű, jellegzetes mintázatú, mikroszkopikus nagyságú felületi egyenetlenség. Kialakulása a forgácsolószerszám alakja, a túl nagy előtolás vagy a tépett forgácsképződés eredménye.
Az érdesség mérése és paraméterei
A gyakorlatban a felületi érdesség mérőszámaként célszerű olyan jellemzőt választani, amely viszonylag egyszerűen és megbízhatóan mérhető.
- Ra (aritmetikai átlagos eltérés): Az érdességprofil összes profilérték nagyságának aritmetikai középértéke. Ez a világon a leggyakrabban használt érdességi jellemző.
- Rz (átlagos érdességmélység): Az öt legmagasabb csúcs és az öt legalacsonyabb völgy összege egy adott mintavételi hosszon belül, osztva öttel.
- Rq (gyökér átlagos négyzet érdesség): A profilértékek négyzetes átlaga.
- Rsk (ferdeség): A felületi profil aszimmetriáját méri.
- Rku (kurtosis): A felületi profil élességét vagy "csúcsosságát" írja le.
Hogyan használjuk a tolómérőt ◆ Az alapok
A mérési módszerek közül a legelterjedtebb a tapintós (ceruza) profilometria, ahol egy gyémánt hegyes tapintót húznak végig a felületen. Emellett létezik optikai profilometria, lézeres pásztázó mikroszkópia és atomi erő mikroszkópia (AFM) is, amelyeket nanoskálán alkalmaznak.
Gyártási folyamatok hatása az érdességre
A technológiai paraméterek, mint a szerszám sebessége, előtolása és a fogásmélység, döntően meghatározzák a végső minőséget.
- Forgácsolás (esztergálás, marás): Jellemzően Ra 1,6 μm és Ra 6,3 μm közötti érdességet eredményeznek.
- Köszörülés: Csiszolókerék használatával finomabb, simább felület érhető el.
- Polírozás: Csiszolóanyagokat alkalmazva távolítja el a kisebb hiányosságokat.
- Speciális kezelések: Az eloxálás, galvanizálás vagy a porfestés nemcsak esztétikai, hanem védelmi funkciót is ellát, bár ezek az utólagos lépések növelik a költségeket.
Az érdesség előírása a műszaki rajzon
Felületi érdességet csak azon a felületen kell előírni, amelyekkel szemben valamilyen funkcionális követelményt támasztunk (pl. illesztések, csatlakozó felületek). A nyersen maradt felületekre nem kell érdességi értéket adni.
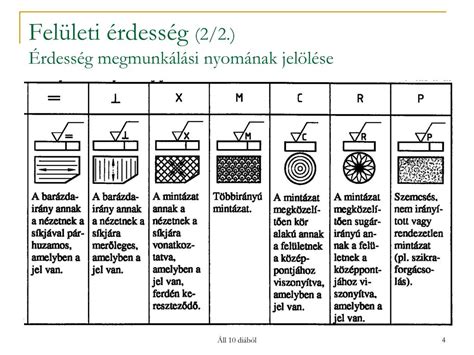
A megadott számérték mindig a maximális érdességet jelenti. A rajzon az érdességi jel mutathatja a megmunkálás módját és a textúra irányát (pl. párhuzamos vagy merőleges megmunkálási jelek).
Az ISO 4288 szabvány szerint a profilszűrő levágási hosszát (λc) gondosan kell megválasztani. A próbamérés során ajánlott a 0,8 mm-es levágási hosszal kezdeni, majd a kapott RSm és Rz értékek függvényében korrigálni a szűrőt a szabványos táblázatok alapján.
Gazdasági és funkcionális megfontolások
Általánosságban elmondható, hogy minél simább felületet követelünk meg (alacsonyabb Ra érték), annál magasabb a gyártási költség. A tervezés során egyensúlyt kell teremteni a funkcionális követelmények - mint a súrlódáscsökkentés dinamikus alkatrészeknél (pl. csapágyak) - és a költségvetési korlátok között.
A kenés hatékonysága szempontjából a felületi völgyek megtarthatják a kenőanyagot, míg a túlzott simaság megakadályozhatja a folyékony film kialakulását. Biomedicalis alkalmazásoknál (pl. implantátumok) a felületi érdesség szabályozása kulcsfontosságú a biokompatibilitás szempontjából. A minőségellenőrzés szigorú, nagy pontosságú eszközökkel, például profilométerekkel és 3D szkennerekkel történik, ami elengedhetetlen a modern gépipari alkatrészek megbízható élettartamának biztosításához.